| Indian Farmers Fertiliser Cooperative Limited
(IFFCO) |
Finned Tube Radiator |
We have designed and manufactured a Finned Type Radiator of capacity 54 Lac Kcal/Hr
Heat Transfer Area: 2602 m2
Hydro test Pressure: 30 kg/cm2
Temperature : 240 deg. C
|
2010 |
| Gujarat Narmada Valley Fertilizers & Chemicals
(GNFC) |
Waste Heat Recovery Solution
for 180 Tonnes/Hr BHEL Boiler |
Gilled tube Heat Exchanger / Module No 3 for Flue gas heat recovery unit, Water Preheating using Flue gases of BHEL Boiler
Design Pressure: 10.5 kg/cm2
Hydro test Pressure: 15.75 kg/cm2
Temperature: 172.9 Deg. C
Heating Surface Area is 1663.3 Sq. meter
|
2017 |
| Rashtriya Chemicals and Fertilizers Ltd
(RCF) |
Deaerator for Sulphuric Acid Plant and
CI Gilled Economizer |
Design, manufacturing and supply of Deaerator tank along with storage tank for the Sulphuric Acid Plant.
Rated Capacity: 21,000 kg/hr
Deaerator Output Temperature : 105 deg. C
|
2018 |
|
Indo Baijin Chemicals Pvt. Ltd. |
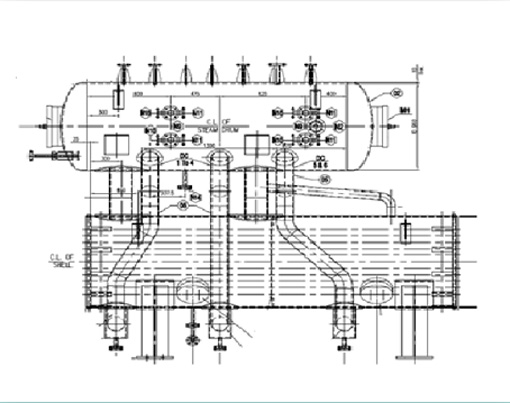
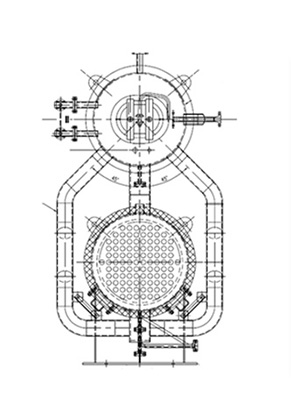
Waste Heat Recovery Boiler (WHRB)
|
We have designed and supplied a Waste Heat Recovery Boiler for their Sulphur Recovery unit (SRU) in the petrochemical industry.
Rated Capacity: 15 TPH @ 47.08 kg/cm2
Hydro test Pressure: 70.62 kg/cm2
Temperature : 340 deg. C
|
2018 |
|
Jasubhai Engineering Ltd.
(End user - United Phosphorus Ltd.)
|
Waste Heat Recovery Boiler (WHRB)
|
A complete package of Waste Heat Recovery Boiler, Deaerator, Economizer and Chimney.
Rated Capacity: 20 TPH @ 5 kg/cm2
Hydro test Pressure: 7.5 kg/cm2
Temperature : 146.5 deg. C
|
2018 |
| Satish Dhawan Space Centre (ISRO) |
Waste Heat Recovery Boiler |
This boiler was Nitric Acid Heat Recovery which designed, manufactured, Supplied and erected by TWE
Rated Capacity: 2.5 TPH @ 25 kg/cm2
Hydro test Pressure: 37.5 kg/cm2
Temperature : 350 deg. C
|
2021 |
|
SI Group-India Pvt Ltd
|
Waste Heat Recovery Boiler (WHRB)
|
We have designed and supplied a Waste Heat Recovery Boiler for Hydrocarbon Gases.
Rated Capacity: 2.5 TPH @ 10 kg/cm2
Hydro test Pressure: 15 kg/cm2
Temperature : 260 deg. C
|
2021 |
|
Aarti Drugs Ltd.
|
Complete Boiler Package
|
We have designed and manufactured a complete boiler package including Coal Handling, Ash Handling, SO2 Scrubber.
Rated Capacity: 25 TPH @ 45 kg/cm2
Hydro test Pressure: 75 kg/cm2
Temperature : 480 deg. C
|
Supply In Progress
|